Dialight, the innovative global leader in LED lighting technology, yesterday announced a new style LED Conveyor Light. The fixture is designed specifically for using in severe environments like mining applications, where maintenance of thousands of light fittings installed on kilometres of conveyors and walkways across vast sites is an expensive and ongoing burden.
With a five-year warranty, The CE certificated Dialight LED Conveyor Light is L70 rated for over 100,000 hours longevity offering minimal lumens. This rating far exceeds many other similar LED solutions and outperforms ten times than conventional sources. Its robust construction means that it can withstand the constant shock and vibration in the mining environment, unlike HID fittings that need frequent maintenance and replacement. The IP66 sealed unit is resistant to water and dirt ingress, optimising the longevity of the product. With its clever mechanical design, installation is quick and simple with ingress protection being uncompromised during the installation process.
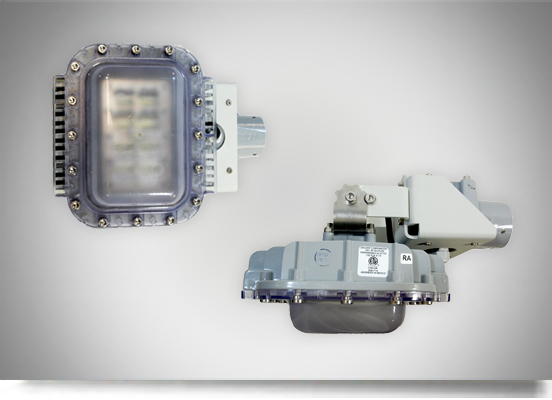
Designed to accommodate Dialight's proprietary long-throw optics, the compact, low-maintenance DuroSite, LED Conveyor Light looks completely different from the traditional street light. It operates in ambient temperatures from 40℃ below zero to 65℃, exceeding the upper temperature range of any rival. Its wide angle optics enable light spread and avoid light spill and glare. There are two versions of Wattages, the 35W version typically replaces 70W HID solutions for 9m spacing, while the 60W version enables spacing to be pushed out to 12m at the same time maintaining minimum light level and uniformity requirements.
Considering energy savings, eliminated maintenance and out-of-the-box installation, the Dialight DuroSite LED Conveyor Light will pay for itself many times over in its lifetime.





